管胚模具怎么进行保养?冷却水道的保养,管胚模具为铝质模具,有较好的导热、冷却效果。为缓解防止水道氧化积垢,不能用普通的未经处理的水代替。应选用经处理的软化水,否则将会影响到模具的冷却效果。如有结垢需及时清理保养,每月应检查一次。积垢严重的须返回生产厂商维修保养。水道积垢易造成模具冷却不均,使模具过渡涨模,分模线变大。在吹管中易产生管子冷却不均、收缩不匀、局部积料等异常。且增大设备耗能。保养注意事项:须将各零件拆散,用 砂纸擦拭水道表面,可将水道上的积垢 清理。对于深孔可用胶水把砂纸缠在长杆上来清理。新的管胚模具安装时,必须确认由于运输造成的螺栓松开问题,必要时紧固所有的螺栓。娃哈哈PET管胚模具服务商
管胚模具在选材过程中应该注意哪些事情?管胚模具选材需要满足三个原则,模具满足耐磨性、强韧性等工作需求,模具满足工艺要求,同时模具应满足经济适用性。耐磨性。 坯料在模具型腔中塑性变性时,沿型腔表面既流动又滑动,使型腔表面与坯料间产生剧烈的摩擦,从而导致模具因磨损而失效。所以材料的耐磨性是模具比较基本、比较重要的性能之一。 硬度是影响耐磨性的主要因素。一般情况下,模具零件的硬度越高,磨损量越小,耐磨性也越好。另外,耐磨性还与材料中碳化物的种类、数量、形态、大小及分布有关。娃哈哈PET管胚模具服务商管胚模具要定期检查顶针、导柱等是否发生变形及表面损伤。

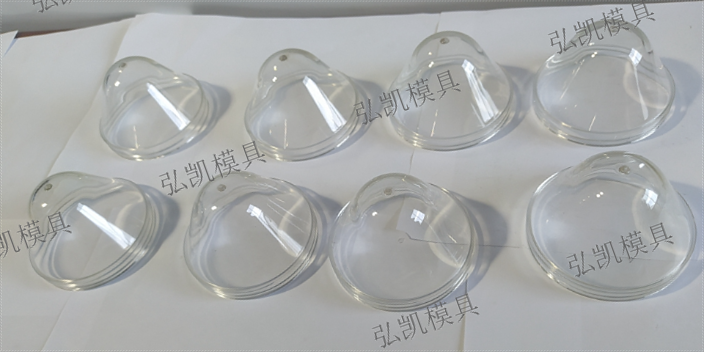
影响PET管胚模具塑件成型的因素:PET管胚模具中芯棒的长度一般取值为10:1。因为型坯在充模的过程中,受到的注射压力比较大,如果其长度取值比例大,就会导致芯棒弯曲较大,容易造成型坯壁厚分布不均匀的现象。而芯棒的高度也是根据型坯的具体高度来进行参考的,将这些具有正确尺寸的型坯进行生产时,要将温度稳定在145摄氏度左右,从而来生产出高透明的塑件。管胚与吹胀比的取值也是影响塑件成型的因素之一。在塑件成型的过程中,型坯会发生轴向拉伸作用。其轴向拉伸的越小,证明其吹胀比越大,同时就会导致生产出来的塑件具有管壁厚度分布不均匀的情况以及容易造成管身和管体的过渡位置曲线部分不均匀的现象。
管胚模具维修与保养:1、定时检修:按时对模具整体进行检查,尤其磨损较快及重要关键部件的检查更应细致。2、机械润滑:为需要润滑的机械部件及时补充润滑油,如机械手、减速器、主机轴承、各种活动导轨、模具导柱导套和内外卡口等。3、模具保养:管胚模具冷却水道需要使用软化水进行保养,结垢及时清理并每月检查;模腔内部定期使用专业清洁剂、医用酒精进行清洗擦拭(脱脂棉),并保证气孔和凹槽内无清洁剂残留;每月对模具排气槽进行检查,防止排气孔堵塞;模具存放前涂好防锈剂,置于干燥通风处,拉伸杆垂直存放,定期检查。管胚模具怎么进行保养?

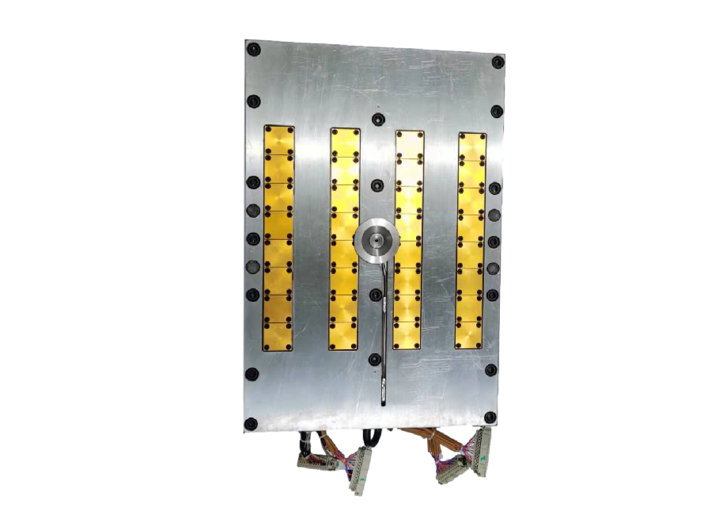
管胚注塑模具的分体式模芯结构,包括用于在工作过程中界定模腔的模芯和用于在工作过程中支撑定位模芯的模芯支撑部,还包括模芯锁模环;模芯锁模环套在模芯外,模芯锁模环的后端安装在模芯支撑部的前端,模芯锁模环和模芯支撑部的前端围成供模芯的后段嵌入的空间,模芯锁模环顶住模芯以限制模芯前移。管坯注塑模具,模腔板、模芯板、顶板、滑块将模芯支撑部、模腔、模腔底夹紧,安装在模芯支撑部上的模芯伸入模腔中以界定出管坯预制品的主体的腔体,模腔底与模腔相接并与模芯形成用于成型管坯底部的腔体。管胚模具温控系统安装完成,必须确认插座、组线安装是否按标识正确连接。娃哈哈PET管胚模具服务商
管胚模具是生产各种工业产品的重要工艺装备。娃哈哈PET管胚模具服务商
管胚模具抛光方法有哪些?1.磁研磨抛光 :磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用台适的磨料,表面粗糙度。 2.流体抛光:流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料的金刚砂喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力流过性好的特殊化台物并掺上磨料制成,磨料可采用磨料磨具的碳化硅粉末。娃哈哈PET管胚模具服务商